可根據客戶產品要求定制非標檢具
髖關節錐度測量儀 假體髖關節角度測量
1、 工件錐度。通過測量兩個截面直徑的相對值(相對標準件),經過數學模型運算得出工件兩個截面的直徑值和錐度值。另三截面測頭可計算出工件的直線度情況。
2、 工序CPK值。通過統計分析工件直徑的數值,經過數學模型運算的出本工序的CPK值。
一、測量方案
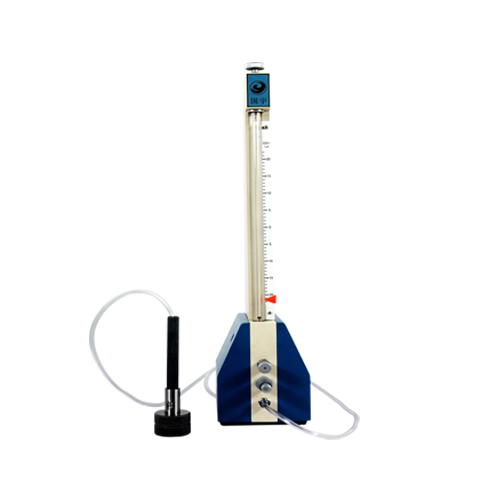
1、人工將工件放置在工作平臺上,先用掃描槍掃描工件二維碼,軟件自動將工件二維碼信息錄入系統,開始檢測該工件參數,手動將氣測頭或電子塞規插入被測孔中,傳感器開始采樣,工控機自動進行所有參數的測量、處理運算和顯示測量結果。測量前要用標準件進行校對,工控機通過工件和測頭間隙的不同采集變化的壓力,此壓力經高精度氣電轉換器轉化成電信號,進行放大處理后送到A/D轉換器,A/D轉換成數字信號后送給工控機CPU進行處理,也可手動輸入編號。
2、電箱通過配合專用錐度測頭得出上下兩個截面相對于標準件的大小,通過數學模型運算得出錐度值。
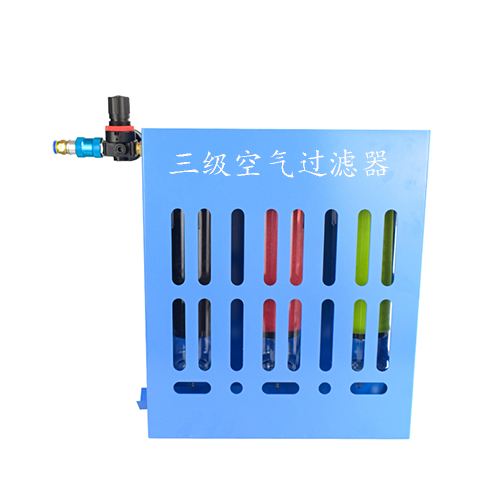
3、B兩個噴嘴1個通道,A兩個噴嘴1個通道,。共分布四個噴嘴兩通道
4、氣動測量對象:
(1)所測工件錐度值。在屏幕上顯示錐度值、工件兩個截面與標準件的相對值。
(2)工件兩個截面圓度。同一高度截面測量XY兩個方向直徑的差值。
5、測量原理:θ=2*artan((A+△A-B-△B)/2H),如下圖所示,測微儀2個通道分別檢測出相對值△A與三角形B,從而計算出錐角。